四殼程低溫換熱器的設計
四殼程低溫換熱器的設計
李紅娜
天津津濱石化設備有限公司(天津市300271)
摘要:換熱器管程、殼程采用多程流動,可以提高流速,從而提高傳熱效率。通過設計實例,介紹了四殼程低溫換熱器的設計參數、材料選用、工作原理、結構設計、熱處理要求、無損檢測要求、水壓試驗等。
關鍵詞:四殼程低溫換熱器 結構設計 管接頭 熱處理 無損檢測 水壓試驗
煉油、化工裝置中換熱器占總設備量和設備投資的40%左右。在換熱器設備中,管殼式換熱器又是應用最為廣泛,使用量最大的換熱器型式。在管殼式換熱器中,管程、殼程采用多程流動,可以提高流速,從而提高傳熱效率。然而,管程容易實現多程流動,殼程卻因為結構上的原因,難以實現。所以,一般換熱器多采用單殼程或者雙殼程結構。2008年本公司承接的一臺低溫換熱器,是四殼程、四管程結構設計的低溫固定管板換熱器,這種設計的目的,是提高介質流速,從而提高總傳熱系數及換熱效率。
1·四殼程低溫換熱器設計參數
四殼程低溫換熱器設計參數見表1。
2·材料選擇
根據換熱器工作過程中的介質特性和工藝條件,以及設備在制造過程中的焊接性、工藝性,換熱器主要材料的選擇見表2。用于殼體的ooMnNIDR(厚度t)20mm)鋼板,按JB/T4730,3一2(X)5逐張進行超聲檢測,111級合格。
受壓元件用材料需進行一45℃低溫沖擊試驗,試驗值如表3所示。
3·換熱器程數分析
從管殼程介質的流向,可以分析得出,管程介質沿換熱管長度方向流次數為4次,殼程介質在殼程內流經路線為4次,所以這臺換熱器為四管程四殼程換熱器。介質流向見圖1。
4·四殼程結構設計
換熱器殼程側有兩個介質進口、兩個介質出口,即兩進兩出的設計。由殼程及管程進出口溫度可以看出,本臺換熱器是進行冷卻用的低溫換熱器,對殼程介質的溫度要求較為嚴格,采用四殼程可提高殼程側介質流動速度,而且介質采用下進上出,使介質流動過程中流經的范圍更廣,與換熱管內的介質進行更加迅速而且全面的熱交換,提高了殼程側介質的利用率。
由于該臺設備是固定管板式換熱器,換熱管、管板、殼體焊在一起。一般增加換熱器殼程程數的方式,就是在殼體內加分程隔板,把分程隔板焊接在殼體上,制造安裝時無法實現,所以分成隔板的固定就成為最大的問題。
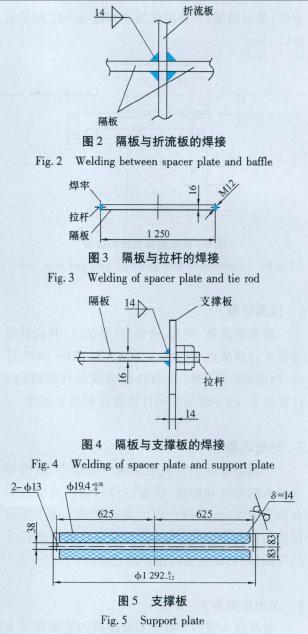
由圖1看出,該臺換熱器由折流板分隔成兩個獨立的腔,兩個腔體各自折流,實現介質的熱交換。以其中一個為例進行說明:在進口和出口中心線位置設置一塊圓形折流板,起到分流作用,折流板上焊接防沖板,以減少介質的不均勻分布和對換熱管的沖蝕。在折流板兩邊設備中心線位置各設置一塊隔板,其具體固定如下:
(l)隔板與折流板角焊縫焊接牢固(見圖2);
(2)在盡可能靠近殼體內壁的位置設置兩根拉桿,把隔板兩邊焊接在拉桿上(見圖3),這樣隔板就有三面焊接,牢牢地固定在殼體中心,起到了分程的作用;
(3)拉桿的固定:由于最后一塊折流板位于進出口接管中心線上,與隔板焊接的兩根拉桿太長,針對這一問題,在最后一塊隔板右側焊接一塊支撐板(見圖4)用于固定這兩根拉桿,支撐板詳圖見圖5。
5·換熱管與管板的連接
換熱管與管板連接的質量是換熱器質量的重要標志,換熱器的失效絕大多數集中在管接頭上,因此合理選用安全可靠的管接頭型式,使用相應的加工設備與技術是換熱器制造技術的關鍵。
本設備采用強度焊加貼脹的連接方式(見圖6),既滿足強度及密封性的要求,又避免設備在工作中承受振動、疲勞以及間隙腐蝕等的影響。具體要求如下:換熱管與管板的連接采用氫弧焊打底兩道強度焊加貼脹。輕脹定位后氫弧焊打底焊,隨后100%滲透檢測,合格后以壓力為0.05MPa壓縮空氣檢漏;合格后施行第二道氫弧焊,完成后再進行表面100%滲透檢測,按JB/T4750.5一20051級合格;最后貼脹,開始貼脹出于焊接接頭距離必須)15mm。
6·強度計算
設備的筒體、封頭、管板、設備法蘭、開孔補強等強度計算依據GB150一1998,GB151一1999進行,根據sw6一98《壓力容器強度設計軟件包》計算結果,確定各部件的計算厚度和名義厚度。
7·熱處理要求
焊后熱處理的目的是消除殘余應力,改善焊接接頭的塑性和韌性,恢復冷作時的預應變和時效喪失的性能,以減少應力腐蝕傾向。由于本臺設備為低溫換熱器,為了降低設備在低溫條件下的脆斷傾向,設備進行整體熱處理。
8·無損檢測要求(見表3)
對接接頭進行100%無損檢測的容器筒節上的其它承壓焊縫,以及附件和承壓部件之間的焊縫檢測,應符合下列要求:
(l)吊耳的焊縫須進行磁粉檢測;
(2)承壓焊縫應進行超聲檢測,采用縱波或橫波方式;
(3)所有附件與除碳鋼材料之外的承壓部件之間的焊縫,應進行磁粉檢測。
9·水壓試驗要求
換熱器的水壓試驗,一般應包括:
(l)換熱管與管板接頭的試壓:換熱器的壽命及事故的發生往往在于連接接頭的失效,故通過連接接頭的試壓以保證接頭的可靠性尤為重要。當殼程水壓試驗壓力大于管程時,按殼程壓力試壓;反之,當殼程水壓試驗壓力小于管程時,按管程壓力試壓。
(2)殼程試壓。
(3)管程試壓。
由于本設備管程水壓試驗壓力為4.5MPa,遠遠高于殼程的2.625MPa,假如按管程試驗壓力對管接頭進行水壓試驗,殼程筒體、管板等受壓元件勢必承受不了在此壓力下的強度及密封性能要求。增加殼體及管板厚度在經濟上并不合理,由此采用按照殼程試驗壓力進行水壓試驗,然后在殼程用氨滲漏進行補充性試驗。
按照HG20584一1998附錄A《壓力容器氨滲漏試驗方法》,選用充人1%(體積)氨氣法(C法),具體方法如下:在容器內通人含氨體積分數約為1%的壓縮空氣,試驗壓力為設計壓力的1.05倍,即2.205MPa,試驗時壓力應緩慢上升,達到試驗壓力后保壓romin,將檢漏試紙預先敷在待檢表面,然后降至設計壓力,觀察試紙是否變色,如無變色,證明設備無滲漏。
10·結束語
該設備在按照標準及圖紙要求制造完成后,且接受勞動局鍋爐壓力容器檢驗部門和第三方監督檢驗,各項檢驗項目檢查結果均達到驗收合格,為同類產品設計提供了參考經驗。(編輯:蘇德中)
標簽:
相關技術
2、如涉及作品內容、版權和其它問題,請在30日內與本網聯系,我們將在第一時間作出適當處理!有關作品版權事宜請聯系:+86-571-88970062
- 金通靈風機通過日本JFE鋼鐵株式會社驗收
- 我國提出的全球首個電力儲能用 超級電容器國際標準成功立項
- 北京航天動力研究所高性能安全閥保障全球最大綠色氫氨項目投產
- 聚焦現代化產業體系,江門市人大代表蒞臨凱特精機作專題調研
- “巨無霸”站起來了 中國石油自主技術模塊化聚丙烯環管反應器成功吊裝
- 浙江三方控制閥召開海南商業航天發射場甲烷加注供氣系統低溫真空調節閥和低溫蝶閥出廠評審會
- 30家閥企中標中國石化中壓球閥、美標鑄鋼閥采購項目
- 搶占西部化工升級紅利!2025成都國際化工裝備博覽會展位火速搶訂
- 青海最大跨流域調水工程歷經29年建設全面投運
- Wilo-Drainlift SANI家族污水提升系統再添新成員
- 東方自控"雙伺服閥油動機"順利通過安全完整性等級(SIL2)認證
- 中通協壓縮機分會團體標準初稿討論會召開